
当前位置:首页 > 产品中心



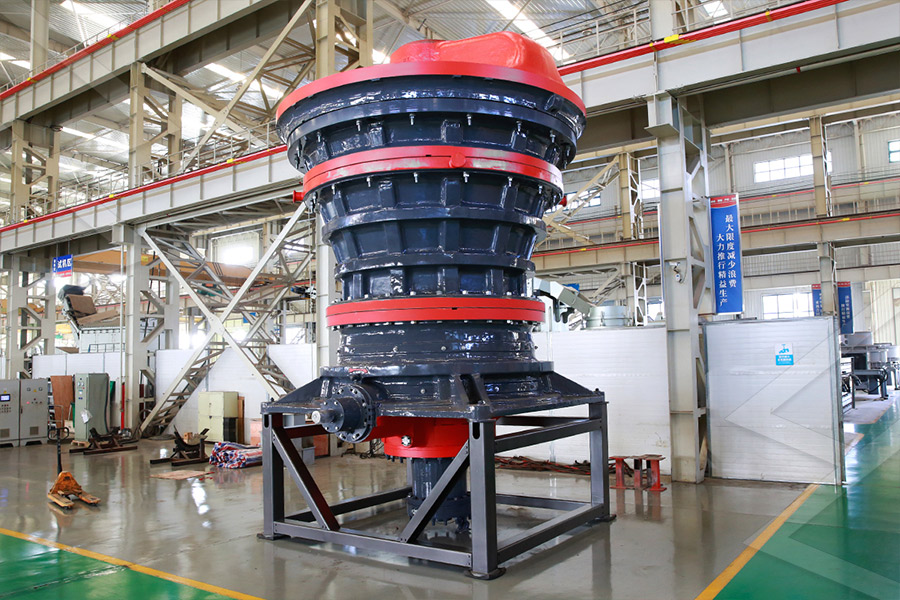








































大型齿轮单齿镶嵌修复工艺加工
.jpg)
大型齿轮的高效加工 技术 格里森销售(中国)
2012年10月9日 优化加工过程的可转位硬质合金镶嵌刀齿工艺技术 采用合适的刀具,利用新型的IFK3内齿圈铣头的高驱动性能,即可转化成相应的金属去除速率的增加,这要求采用优化的可 在OptiCut刀具系列中,格里森提供可转位硬质合金镶嵌刀齿,这些刀齿采用修圆的切削刃, 技术前沿齿轮堆焊的工艺为:焊前退火→清洗一施焊一机械加工一热处理一精加工。 (1)焊前退火其目的是为了减少齿轮内部的残余应力、细化晶粒、降低硬度便于加工,并改善组织为后续工艺准备条 齿轮修复工艺的研究 百度文库2001年11月1日 堆焊技术在大型齿轮轮齿修复工艺中的应用研究 针对大型齿轮的材质,形状特征进行焊接性能分析,结合影响其焊接性的各种因素,抓住关键环节,确定正确,合理的焊接工艺及焊 堆焊技术在大型齿轮轮齿修复工艺中的应用研究 百度学术

大型齿轮的高效加工 技术前沿 MM自动化与驱动网
2012年5月15日 在OptiCut刀具系列中,格里森提供可转位硬质合金镶嵌刀齿,这些刀齿采用修圆的切削刃,和“Alcronite”涂层,以满足使用要求,高效的OptiCut刀具,转化成金属去除的 2022年8月17日 刀片可以定制为精确的齿轮齿几何形状或用于简单的粗加工。 通过每次都重新开始,而不是磨损然后不得不重新研磨切割表面,插入的垫片提供了精确的可重复性和准确性。大齿轮的加工方式的趋势2015年3月17日 大齿轮修补工作难度很大, 为圆满完成修补工作, 制订了详细的焊接修补方案, 采取修补全程质量跟踪等措施, 首例成功地修复了大齿轮, 挽回了经济损失, 为同类大齿轮 zg45crmo大齿轮的修补工艺研究 study on repair techniques 2012年5月15日 大型齿轮对可靠性的高度要求,通常反映在对轮齿的几何精度的要求,要适应冲击负荷的工况。实际上要将轮齿的几何形状加工到一个高级别的精度。特别重要的是在加工过 大型齿轮的高效加工 技术案例 MM自动化与驱动网
.jpg)
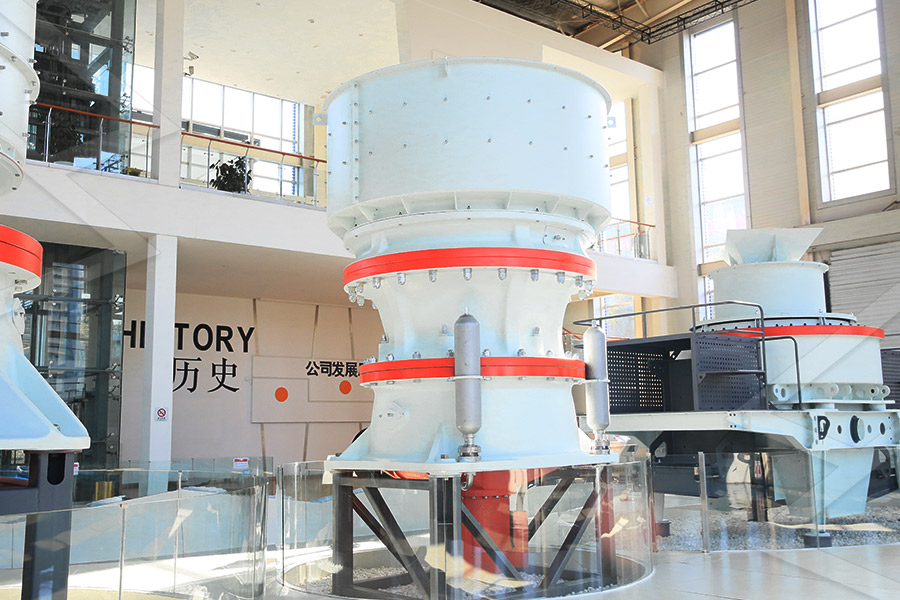
复杂修形齿轮精密数控加工关键技术与装备重庆大学技术转移
2022年7月22日 针对复杂修形齿面精密制造面临全齿面修形加工存在原理误差、传统试错修调法提升加工精度困难、齿面淬硬层均匀性及纹理难以调控等问题,在国家科技重大专项、863计 2022年4月22日 目前,大型齿轮的加工工艺主要有两种:成形法和展成法。 这两种工艺原理和优缺点对比如表 1 所示。 表 1 大型加工工艺对比表项目工艺成形法 展成法原理利用成形刀具直接 基于数控加工的大型齿轮加工成形方法研究徐冰川 道客巴巴2020年8月31日 渐开线齿形常用的加工方法有两大类,即成形法和展成法。 一、铣齿 采用盘形模数铣刀或指状铣刀铣齿属于成形法加工,铣刀刀齿截面形状与齿轮齿间形状相对应。此种方法加工效率和加工精度均较低,仅适用于单件小批生产。 二、成形磨齿齿轮是怎么来的——图解6种齿轮加工工艺2012年10月9日 优化加工过程的可转位硬质合金镶嵌刀齿工艺技术 采用合适的刀具,利用新型的IFK3内齿圈铣头的高驱动性能,即可转化成相应的金属去除速率的增加,这要求采用优化的可转位硬质合金镶嵌刀齿,和特殊的PVD磨损涂层。大型齿轮的高效加工 技术前沿 MM金属加工网
.jpg)
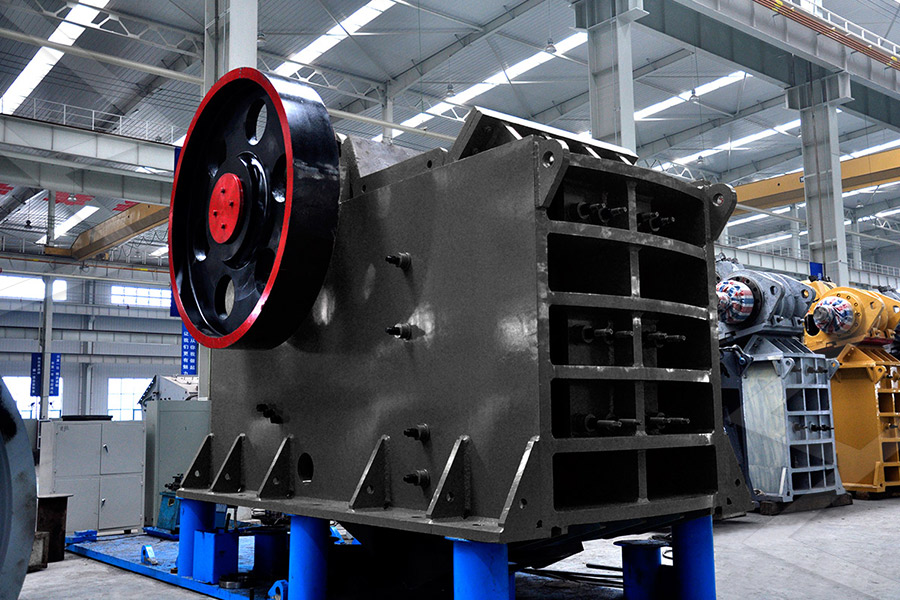
大型齿轮的激光淬火及修复技术工艺硬度表面加工机
2023年1月5日 激光淬火修复技术工艺步骤 (1)工艺流程:将大齿轮夹紧在激光加工机床上,清除齿轮齿面的油污和锈斑;在需要激光加工的齿面和轴颈部位喷涂吸光涂料,然后用激光加工程序对齿面(齿顶、齿根等)进行淬火。)2022年11月17日 一个圆柱齿轮可以有一个或多个齿圈。普通的单齿圈齿轮工艺性好;而双联或三联齿轮的小齿圈往往会受到台肩的影响,限制了某些加工方法的使用,一般只能采用插齿。如果齿轮精度要求高,需要剃齿或磨齿时,通常将多齿圈齿轮做成单齿圈齿轮的组合结构。02一文搞懂齿轮类零件的那些加工工艺! 知乎其轮缘具有一个或几个齿圈。单齿圈齿轮的结构工艺性最好,可采用任何一种齿形加工方法加工轮齿;双联或三联等多齿圈齿轮 (图1b、c)。当其轮缘间的轴向距离较小时,小齿圈齿形的加工方法的选择就受到限制,通常只能选用插齿。如果小齿圈精度要求 浅谈双联齿轮的加工工艺(已修改) 百度文库屈文平:齿轮零件的机械加工工艺过程及及进行滚齿加工用的夹具设计插齿 8~7 16 各种批量生产中加工内外圆柱齿轮、双联齿轮等剃齿 7~6 08~04 大批量生产中滚齿或插齿后未经淬火的齿轮精加工珩齿 7~6 16~04 大批量生产中高频淬火硬齿形的精加工磨屈文平:齿轮零件的机械加工工艺过程及及进行滚齿加工用的
.jpg)
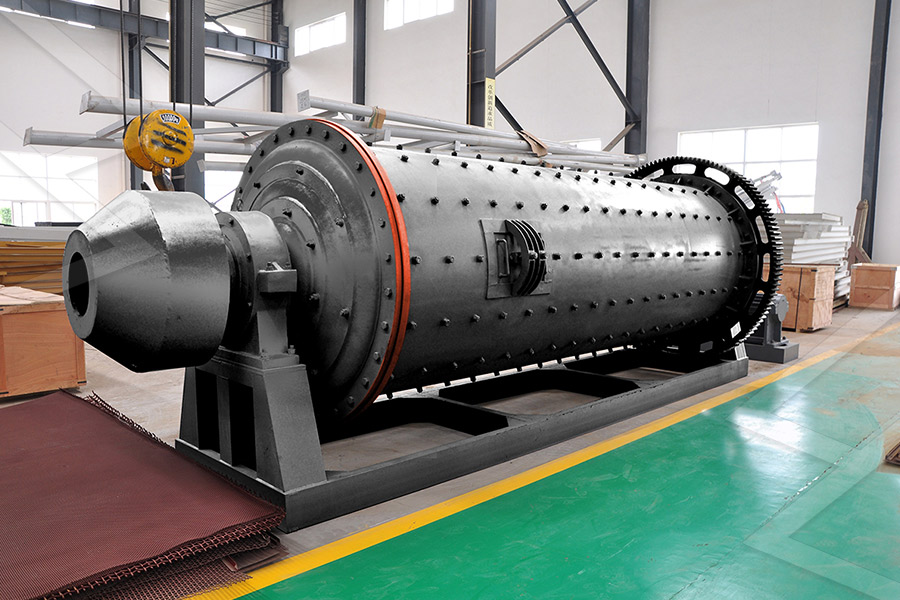
一种大型齿轮焊接修复工艺的研究 道客巴巴
2022年4月16日 一种大型齿轮焊接修复工艺的研究 石伟刚 星级: 3 页 挖掘机回转齿轮焊接修复工艺,挖掘机回转齿轮焊接修复工艺 若采用喷焊的方法,尽管可以获得高硬度、高耐磨性能及表面光洁不需后加工的齿轮,但是喷焊层厚度受到限制,无法修复磨损 2020年6月22日 为了节省购买新齿轮的费用和赢得拆装更换新齿轮的时间,电厂领导研究决定:该大型齿轮在线修复。 大型齿轮在线修复具有简便快捷的特点,但必须克服现场安全环境、复合连接、仰面切割、磁偏吹利用、盲区焊接等困难。那些年老白的焊接故事:探索焊接王国—大型齿轮断处,现场 2001年11月1日 针对大型齿轮的材质、形状特征进行焊接性能分析,结合影响其焊接性的各种因素,抓住关键环节,确定正确、合理的焊接工艺及焊后机械加工工艺,特别是正确选择焊前预热温度、焊后冷却速度使用堆焊技术在修复特形零件中的应用取得良好的效果堆焊技术在大型齿轮轮齿修复工艺中的应用研究 2021年5月16日 大型齿轮单齿镶嵌修复工艺加工 制沙机 双极煤矸石粉碎机 输送小车供应商 巩义矿山机械 无锡震动研磨机生产厂家,优质批发 北电煤磨喷嘴环 风扇煤磨轴承箱型号风扇煤磨轴承箱型号风扇煤磨轴承箱型号 产学研技术合作协议 物料细碎机粉磨机设备技术参数
.jpg)
大型硬齿面焊接齿轮的焊接工艺 百度文库
大型硬齿面焊接齿轮的焊接工艺(五)焊接工艺过程将坡口处清理干净并用钢板固定试板以防止焊接过程中产生角变形,然后250°C预热。 打底焊之前先进行定位焊,为保证焊透和焊缝成形,用陶瓷衬垫并且前二层焊缝用药芯焊丝CO2保护焊焊接,规范参数 2021年6月14日 直齿齿轮轮齿折断的焊接修复 一、 引言:齿轮轮齿折断的修复,常用的方法是裁齿修复和局部更换法。裁齿修复是先将断齿根部锉平,根据齿根厚度及齿宽情况,在其上裁上一排与齿轮材质相似的螺钉(钻孔、攻丝、拧螺钉),然后再按齿形板加工出齿型。直齿齿轮轮齿折断的焊接修复 知乎斜齿圆柱齿轮传动与加工工艺8修整齿轮装配前对齿部进行磕碰毛刺的检查清理,以消除它们在装配后引起噪声异响。通过单对啮合听声音或在综合检查仪上观察啮合偏差来完成。制造公司生产的变速器中壳体零件有离合器壳、变速器壳和差速器壳。斜齿圆柱齿轮传动与加工工艺百度文库2023年1月4日 激光淬火齿轮和齿圈,热注入量小,齿轮或齿圈热变形小,不降低齿轮精度,不破坏齿面表面粗糙度,激光熔覆技术可以直接修复断牙。 激光淬火修复技术工艺步骤 (1)工艺流程:将大齿轮夹紧在激光加工机床上,清除齿轮齿面的油污和锈斑;在需要激光加工的齿面和轴颈部位喷涂吸光涂料,然后用 大型齿轮的激光淬火及修复技术工艺 哔哩哔哩
.jpg)
激光熔覆修复齿轮轴工艺研究 百度文库
2007年7月11日 最终在磨损轮齿上得到了厚度达 0 7 mm 质 量稳定的优质熔覆层 ,完成了磨损轮齿的尺寸修复 。该激光熔覆工艺可为类似的修复问题提供借 鉴和指导 。 关键词 : 激光熔覆 ; 温度场 ; 齿轮轴 ; 修复 中图分类号 : T G456 7 元 Solid70 , 采用 ANS YS 程序人工网格剖对于受载不大,个别齿轮发生严重损伤的齿轮可以采用镶嵌方法进行修复,在原齿轮的根部开一个燕尾槽镶入轮齿,然后加工成所需齿形,可用螺钉将轮齿毛坯同原齿轮连接,并将各螺钉焊成一体,然后加工所需齿形,这就是镶齿修复。为了使齿轮毛坯同原齿轮根部镶嵌牢固齿轮传动中磨损问题的研究及修复方法百度文库大型弧齿锥齿轮制造工艺设计3加Байду номын сангаас工艺路线设计31粗车齿坯齿坯是锻件毛坯,经正火处理硬度控制在为200~245HB之间,具有良好的切削工艺性能,可选用立式车床或卧式车床进行加工,如图1 粗车工序图所示,将背锥车削成直径为 大型弧齿锥齿轮制造工艺设计 百度文库2024年7月5日 齿轮加工是一项复杂且精密的工艺,涉及多种不同的加工方法和工艺流程。 以下是一些常见的齿轮加工工艺: 1 齿轮毛坯的制造 锻造 应用 :适用于大批量生产,需要高强度的齿轮毛坯。 优点 :能够提供高强度和韧性的齿轮毛坯。 铸造齿轮加工都有哪些工艺? 上隆自动化零件商城

齿轮是怎么来的——图解6种齿轮加工工艺 知乎
2019年8月15日 齿形有多种形式,其中以渐开线齿形为常见。渐开线齿形常用的加工方法有两大类,即成形法和展成法。1铣齿 采用盘形模数铣刀或指状铣刀铣齿属于成形法加工,铣刀刀齿截面形状与齿轮齿间形状相对应。 此种方法加工效率和加工精度均较低,仅适用于单件小批生产。2015年9月3日 国内大型齿轮主要应用在矿山机械、冶金机械及船舶等行业,而目前大型齿轮加工机床加工效率低,加工产品表面质量差。 目前,大多数齿轮制造商仍然沿用单点高速钢插齿刀、滚齿刀或齿条刀具来切削加工齿 阅读更多>>应用案例-齿轮加工新工艺技术应用专题-国际金属加工网堆焊修复法是用堆焊的方法填补轮齿损坏部位,并进行加工 处理使其恢复使用性能的齿轮修复方法。一般在齿轮发生严重磨损、严重点蚀或剥落时使用。采用堆焊修复法修复的轮齿,在可能的情况下应尽量使其避开冲击载荷,以防止焊料脱落。通常,对 齿轮修复方法百度文库2013年11月5日 大型齿轮磨损后的堆焊修复工艺:!垒竖!!!!!:兰!:兰垒竖:文章编号:1002—025X(2005)04—003502?工艺与新技术?35大型齿轮磨损后的堆焊修复工艺张太超,梁文杰f1中原工学院工业训练中心,河南郑州;2黄河水利委员会黄河机械厂,河南郑州 【doc】大型齿轮磨损后的堆焊修复工艺 豆丁网
.jpg)
大型齿轮的高效加工 技术前沿 MM自动化与驱动网
2012年5月15日 最长的使用寿命,同时要缩短交货期,并要求顶级的加工质量,顶级的效率和顶级的工艺可靠性。 大型齿轮 可转位硬质合金镶嵌刀齿工艺 技术 采用合适的刀具,利用新型的IFK3内齿圈铣头的高驱动性能,即可转化成相应的金属去除速率的增加 2023年1月5日 激光淬火修复技术工艺步骤 (1)工艺流程:将大齿轮夹紧在激光加工机床上,清除齿轮齿面的油污和锈斑;在需要激光加工的齿面和轴颈部位喷涂吸光涂料,然后用激光加工程序对齿面(齿顶、齿根等)进行淬火。) (2)淬火工艺参数:激光淬火后的齿面 大型齿轮的激光淬火及修复技术工艺2001年11月1日 针对大型齿轮的材质,形状特征进行焊接性能分析,结合影响其焊接性的各种因素,抓住关键环节,确定正确,合理的焊接工艺及焊后机械加工工艺,特别是正确选择焊前预热温度,焊后冷却速度使用堆焊技术在修复特形零件中的应用取得良好的效果堆焊技术在大型齿轮轮齿修复工艺中的应用研究 百度学术2022年7月15日 本文是为大家整理的外齿齿轮加工主题相关的10篇毕业论文文献,包括5篇期刊论文和5篇学位论文,为外齿齿轮加工选题相关人员撰写毕业论文提供参考。 1【期刊论文】齿轮滚齿加工方案制定和节拍计算方法 期刊:《现代外齿齿轮加工类毕业论文文献都有哪些? 知乎
.jpg)
齿轮类零件冷加工工艺探究 百度文库
目前,国内外对于汽车变速箱齿轮类零件的齿部加工多采用热处理前先滚齿加工后剃齿加工,热后不加工或热处理前滚齿加工热处理后磨齿加工的加工工艺。本文着重对前一种工艺展开探究。 5齿面缺陷 常见的齿面缺陷包括齿面撕裂、啃齿、振纹、鱼鳞等。齿轮修复工艺的研究(3)拼接法修复齿轮大型齿圈断裂时,或较大的齿轮有部分齿损坏时,可用拼接法修复。拼接法修复齿轮的工艺,应特别注意以下几个方面。①宜用气焊或锯(或无齿锯) 割去齿轮的损坏部位,然后必须用专用工具使变形的齿轮恢复原形 齿轮修复工艺的研究 百度文库1995年11月17日 焊完一个面后,转动齿轮接着焊下一个齿,直到所有的齿堆焊高度达到原来齿廓并留有一定的机械加工余量为止。 本发明涉及一种堆焊修复大型齿轮的工艺。 采用清理、装夹、堆焊、机械加工等工序完成,其主要特征是:送丝速度较高为8 CNC 一种堆焊修复大型齿轮的工艺 Google Patents齿轮类零件加工工艺1)当以齿顶圆直径作为测量基准时,应严格控制齿顶圆的尺寸精度; 2)保证定位端面和定位孔或外圆 一个圆柱齿轮可以有一个或多个齿圈。普通 的单齿圈齿轮工艺性好;而双联或三联齿轮的小 齿圈往往会受到台肩的影响 齿轮类零件加工工艺 百度文库
.jpg)
大型齿轮在线修复 百度文库
4一种大型齿轮齿形误差在线检测系统的研究 [J], 王旭霞; 源自文库雨松 5大型高炉布料气密箱齿轮轴焊补修复工艺 [J], 杨琦栋;赵辉 因版权原因,仅展示原文概要,查看原文内容请购买 【总页数】3页(P4344,47) 【作 者】白津生;亢世江;陆泽中;杜承德;杨志勇;李枝不需要高成本的磨齿机就可获得较高的表面质量,从而为大型齿轮延长使用寿命提供了可能性,可降低大型齿轮的制造和维修成本。 13 刮削加工效率高于磨齿,在齿轮加工工艺上面,对软齿面和中硬齿面一般用之后滚齿活插齿加工。浅谈硬齿面齿轮加工的工艺要点与参数选择 百度文库3 天之前 齿轮加工作为机械制造中的重要环节,由于精度高,一直是机加工的难点之一。随着齿轮加工技术的发展,不断出现一些新型齿轮的应用需求。在齿轮加工过程中需要从齿轮加工的机床、夹具、刀具、各生产工序等着手,严把各道质量管卡,并有效提升整个生产加工团队的技术水平,确保齿轮加工的 齿轮加工新工艺技术应用专题3 天之前 到目前为止,外齿轮和斜齿轮是唯一可以通过滚齿加工的产品。 该过程非常通用且快速。 您还可以通过一起处理多个堆栈来提高生产率。 但是,它需要更多的技巧和精确度。 成型 Shaping 是一种先进的齿轮切削和制造工艺,可开发滚齿加工无法处理的齿轮。齿轮制造 101:齿轮生产过程的 Comolete 指南 RapidDirect

齿轮是怎么来的——图解6种齿轮加工工艺 知乎
2020年8月29日 三、滚齿 属于展成法加工,其工作原理相当于一对螺旋齿轮啮合。齿轮滚刀的原型是一个螺旋角很大的螺旋齿轮,因齿数很少(通常齿数z = 1),牙齿很长,绕在轴上形成一个螺旋升角很小的蜗杆,再经过开槽和铲齿,便成为了具有切削刃和后角的滚刀。1995年11月17日 本发明涉及一种堆焊修复大型齿轮的工艺。现代大型机器设备中的大型齿轮经过一段时期的磨损后因尺寸(齿廓、变小)精度等原因而报废。本发明采用清理、装夹、堆焊、机械加工等工序完成堆焊修复工作,使重量高、体积庞大、造价昂贵的大型齿轮重新投入使用,给企业节约了大量的资金。CNA 一种堆焊修复大型齿轮的工艺 Google Patents2016年10月25日 砂轮的修整工艺成为关键。$ 结语 大型磨齿机未来的技术发展方向主要有: (1)大型精密齿轮复合磨削技术 大型齿轮价格昂贵,需求量有限,但对精度的要 求极高,采用复合加工是大型齿轮精密加工的发展 趋势。大型齿轮机床融合吸收各种先进技术,完善大型齿轮磨削装备的关键技术 chinatool齿轮加工工艺实习报告2齿轮检测仪器齿轮检测仪器在齿轮加工的质量控制中起着重要作用。例如,齿轮测量仪器可以测量齿轮齿廓和齿距,以确保其准确性和一致性。同时,形状检测仪器可以检测齿轮的表面形状和平行度,以确保其与其他零件的配合精度。齿轮加工工艺实习报告 百度文库
.jpg)
大型铸钢齿轮两种加工工艺与探伤缺陷的比较 百度文库
摘 要 :大型半齿轮 在铣齿后 ,容易暴露出表面缺 陷,补焊受热影变形量过大会响齿轮 的精度 。很 多大型齿轮 的加工工艺要 求铣 半 齿探 伤 ,然后 热处 理 。然 而这 样做 并不 能 解 决铣 齿后 的探 伤 缺 陷 问题 ,相 反会 增加 缺 陷 的数 量 。2021年8月30日 滚齿加工不仅在汽车工业中,而且还在大型的工业变速器制造中被广泛运用,但是前提是不会受到被加工工件的外轮廓的限制。插齿加工 插齿这种加工齿轮的工艺 ,主要用在不能滚齿加工的情况下。这种加工方式主要被适用于齿轮的内齿加工 齿轮加工中必须了解的这11道工序,你了解多少? 知乎