
当前位置:首页 > 产品中心











































湖北粉碎辊堆焊
钢厂渣磨辊专用ARCFCW9061耐磨药芯焊丝矿山粉碎机辊用
适用于对承受高度磨损和中等冲击的部件做硬面处理,例如堆焊再制造电厂磨煤辊/盘瓦、水泥厂立磨磨辊/盘、矿(钢)渣磨辊/盘瓦、矿山粉碎机辊、破碎机锤,制造耐磨复合钢板,复合辊堆 堆焊质量取决于焊材质量、 施焊人员技术,三方面因素应全部达标方可保证磨辊质 量。复合耐磨堆焊方法可用于该类磨辊的多次堆焊修复, 使得立式磨运行成本明显下降, 亦可用于高铬合 堆焊技术在立式磨磨辊制造中的应用浅析牛冲百度文库2020年9月9日 湖北金华凯机械有限公司 发明人: 张胜平 , 张平 摘要: 本发明公开了一种大型磨辊辊套的在线堆焊修复方法,包括以下步骤:S1:机械加工大型磨辊辊套;S2:感应加热磨辊辊 一种大型磨辊辊套的在线堆焊修复方法 百度学术2024年9月21日 修复堆焊 1磨辊总成修复 2辊压机修复 3辊套衬板离线在线堆焊产品中心 湖北秦鸿新材料有限公司
.jpg)
一种磨煤机辊套的在线堆焊修复方法 百度学术
2018年11月12日 湖北秦鸿新材料股份有限公司 发明人: 张轶 国省代号: CN 摘要: 本发明属于堆焊方法技术领域,特别涉及一种磨煤机辊套的在线堆焊修复方法,与现有技术相比, 2023年7月14日 1一种大型立磨磨辊的在线堆焊修复方法,其特征在于,包括如下步骤: S1,清理大型立磨磨辊表面的氧化皮、附着的污物,同时磨平大型立磨磨辊表面的棱角; S2,通过 一种大型立磨磨辊的在线堆焊修复方法百度文库摘要: 轧辊堆焊技术日益成熟,成为轧辊修复的主要手段。 由于冷轧机组支撑辊使用工况、材质和精度限制,国内冷轧支撑辊堆焊修复应用实例较少。 本文以邯钢2180 mm冷轧机组支撑辊为 冷连轧轧机支撑辊堆焊工艺及使用方案 USTB2007年9月10日 堆焊过程中产生的分布均匀的裂纹,可以消除不同材质之间的收缩应力。但如果辊子内存在铸造剩余应力,那么堆焊时产生的裂纹就有可能延伸至基体的内部,这种辊子就不 立磨磨辊及磨盘表面耐磨堆焊技术介绍 CCA数字水泥网

大型支撑辊的堆焊修复工艺及应用
2019年9月6日 摘要 大型支撑辊重量大、辊径大、辊面长、耐磨层厚,采用传统的堆焊工艺修复Cr3~Cr5大型支撑辊难度大,母体金属与堆焊层容易在堆焊时发生相变,导致开裂。 另外,传统的 2024年9月30日 您在查找堆焊烧结机单辊破碎机焊条吗?抖音综合帮你找到更多相关视频、图文、直播内容,支持在线观看。更有海量高清视频、相关直播、用户,满足您的在线观看需求。堆焊烧结机单辊破碎机焊条 抖音23 堆焊工艺 铸铁齿辊含碳量高, 焊后易出现硬脆的高碳马氏体, 淬硬倾向和裂纹敏感倾向大, 焊接性差, 从而应注意防止裂纹的产生。为此, 焊前焊件需进行整体预热, 预热温度为300~350℃, 并且在堆焊过程中要保持层间温度不得低于预热温度, 这样可以减小焊接应力, 防止冷裂纹的产生。单齿辊破碎机耐磨堆焊工艺 百度文库2017年10月16日 内容提示: 133辊压机辊子的堆焊修复方法文 / 杜金龙 安徽海螺建材设计研究院 安徽芜湖 【摘要】本文概述了辊压机的组成及工作原理,对辊压机辊面的磨损机理进行了介绍,同时探讨了辊子堆焊修复的材料及工艺选择,以供参考。 【关键词】辊压机;辊子;堆焊修复辊压机是应用于各种粉磨 辊压机辊子的堆焊修复方法 道客巴巴

磨煤机磨辊套、磨盘衬板离线堆焊修复 技术要求审批单
2023年4月24日 36、堆焊修复后的磨辊套、磨盘衬板尺寸与原始设计数据应完全相符,尺寸误差在≤2mm 范围内,能很好地满足安装要求。37、堆焊修复后,在不考虑煤质的情况下,磨辊套、磨盘衬板的使用寿命不低于10000 小时,使用4380小时磨损量<10mm,使用8760 再堆焊一层D-65,堆焊厚度为3-5mm;D-65焊层堆焊后,再用D-65堆焊一层凌形花纹。(辊面磨损的产生,须同时具备粉碎 挤压辊堆焊 方法 水泥厂采用手工电弧焊,堆焊双辊破碎机辊面,取得了使用寿命达10个月,破碎熟料15万吨的效果。堆焊 挤压辊堆焊方法百度文库【全面版】连铸辊堆焊修复专题PPT文档连铸辊堆焊专题天津雷公焊接材料、03、10连铸基本概念连铸:即为连续铸钢的简称。 在钢铁厂生产各类钢铁产品过程中,使用钢水凝 固成型有两种方法:传统的模铸法和连续铸钢法。 连铸技术是一项把钢水直接 【全面版】连铸辊堆焊修复专题PPT文档百度文库堆焊轧辊,surfacing roll,是指在韧性较好的辊芯上用各种堆焊方法制造或修复轧辊。埋弧自动堆焊 轧辊的埋弧自动焊是应用较普遍的方法,分为丝极埋弧焊和带极埋弧焊两大类;丝极埋弧焊又有实芯焊丝和 药芯焊丝 之分。 尽管形式繁多,但堆焊工艺是大体相同的。堆焊轧辊 百度百科
.jpg)
耐磨堆焊 百度百科
冷焊堆焊设备对 金属制品 工件修补后不变形、不退火、溶接强度高、抗耐磨。 可通过金相、拉伸及 硬度测试,同时焊材与基体的冶金结合保证了焊接的牢固性。常用于精密铸件的针孔、气孔、毛刺、飞边 、磕碰、划伤、崩角、塌角 、砂眼、裂纹、磨损、内陷 、制造错误、制造缺陷、焊接缺 2024年10月26日 葛 (略) 3#水泥磨辊压机柱钉堆焊复合辊套公开竞争性采购项目采购公告 葛 (略) 3#水泥磨辊压机柱钉堆焊复合辊套采购项目拟以竞争性采购方式进行采购。 本次采购采取资格后审方式,凡有意参加的潜在投标人请关注本项目的具体采购公告。松滋市葛洲坝松滋公司3#水泥磨辊压机柱钉堆焊复合辊套 2015年12月8日 辊压机的主要特点就是高压,主要利用50~300MPa的高压对物料进行挤压,达到粉碎的目的。辊 造成辊面磨损严重,因此,在制造辊压机时就必须对挤压辊表面进行有效防护。而在挤压辊表面堆焊 手工堆焊在生产中的应用 焊接工艺 焊接之家 Weldhome2012年6月5日 冷连轧轧机支撑辊堆焊工艺及使用方案轧辊堆焊技术日益成熟,应用范围逐步扩大,不同于轧辊制造技术,它需要利用轧辊作母材,对新轧辊、受损轧辊或已经完成使用寿命的报废轧辊进行再加工。冷连轧轧机支撑辊堆焊工艺及使用方案百度文库
.jpg)
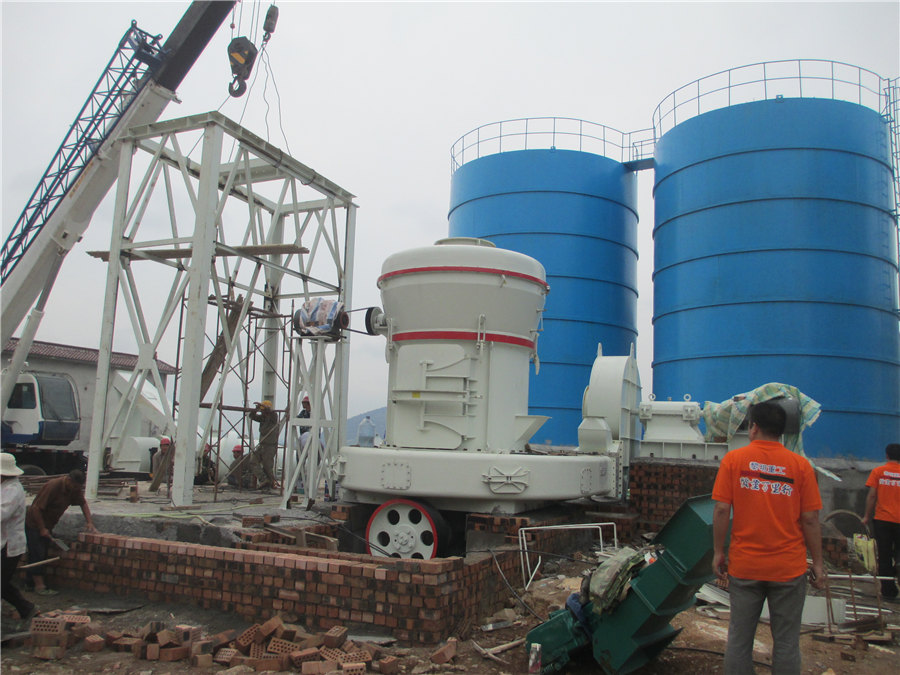
辊压机堆焊黎明重工
辊压机堆焊 是一款应用于挤压辊耐磨花纹堆焊焊丝的机器设备。 辊压机即高压辊磨。它是将喂入的物料通过两个反向旋转的磨辊间隙时,在高压作用下,被粉碎并压成料饼。当此应力超过材料疲劳强度时,在表层形成裂纹,裂纹扩展、连接、剥落,产生 2017年8月3日 等离子堆焊技术的原理与应用 引言:等离子堆焊于20世纪60年代开始投入工业应用。它是利用焊炬的钨极作为电流的负极和基体作为电流的正极之间产生的等离子体作为热量,并将热量转移至被焊接的工件表面,并向该热能区域送入焊接粉末,使其熔化后沉积在被焊接工件表面,从而实现零件表面的 等离子堆焊技术的原理与应用 知乎磨辊堆焊品牌/图片/价格 磨辊堆焊品牌精选大全,品质商家,实力商家,进口商家,微商微店一件代发,阿里巴巴为您找到 磨辊堆焊磨辊堆焊价格、图片、排行 阿里巴巴阿里巴巴ARCFCW9061矿山粉碎机辊堆焊药芯焊丝28mm一公斤,焊条,这里云集了众多的供应商,采购商,制造商。这是ARCFCW9061矿山粉碎机辊堆焊药芯焊丝28mm一公斤的详细页面。是否进口:否,订货号:0125,品牌:霸焊,型号:ARCFCW9061,产地:上海,类型:堆焊焊丝,材质:药芯,焊芯直径:12mm(mm),焊接电流 ARCFCW9061矿山粉碎机辊堆焊药芯焊丝28mm一公斤

四辊破碎机辊皮的修复堆焊技术 百度文库
四辊破碎机辊皮的修复堆焊技术二、焊接将经过加热的辊皮装夹在堆焊机上进行堆焊。 加工后的旧辊皮尺寸为Φ1170×1000mm,堆焊后的尺寸为Φ1205×1000mm,耐磨层堆焊道次3道以上,每道厚度18~25mm,单边留2~25mm以上的加工余量,连续焊接,焊缝搭接严密。2018年11月12日 摘要: 本发明属于堆焊方法技术领域,特别涉及一种磨煤机辊套的在线堆焊修复方法,与现有技术相比,本发明采用预热空气和散热空气对磨煤机辊套提供持续,长时间的加热效果,有效解决了现有在线堆焊修复存在的各种问题,焊道与磨煤机辊套的待修复外表面连接紧密,不易脱落,且焊道无裂纹,耐磨性 一种磨煤机辊套的在线堆焊修复方法 百度学术辊压机现场堆焊序名称规格数目产地标准备注号1多功能焊机600A或以上3套2自动刨切设施PG1602套3PLC控制行走机架2套设施4辅传系统三相异步电机2套5加热系统2套6气动除渣设施2套σb≥堆焊7打底焊丝572MPa,常温资料Akv≥160Jσ b≥DIN EN8过渡层焊丝辊压机现场堆焊 百度文库2019年6月21日 第热轧工作辊堆焊修复选材与工艺聂斌英宜春学院工学院江西宜春摘 要:选择合理的焊接材料和焊接工艺对ZUB140NCrMo半钢热轧工作辊进行堆焊修复。生产实践表明:修复后轧辊的工作寿命与新辊相当修复费用为新辊成本的40%经济效益显著。热轧工作辊堆焊修复选材与工艺 道客巴巴

热轧工作辊堆焊修复选材与工艺 百度文库
[ 4 ] 报道 ,镍能提高钢的断裂韧度 。所以 , 热轧辊表 表面有优良的抗冷热疲劳性 、 耐磨性 、 抗剥落性和高 温红硬性等 ,可以重新使用 。作者以精轧前段工作 辊 为 例 ( GB1503 1989 , ZUB140NCrMo 半 钢 轧 辊) ,对堆焊材料的选用和堆焊工艺的确定进行了 试验 。中速磨磨辊堆焊工艺操作规范4、当磨辊环境温度低于10℃时,需要使用氧乙炔火焰加热,将磨辊表面加热到5060℃,否则将影响焊接质量,严重(de)导致堆焊层脱落火焰加热不得使磨辊套(de)温度升高至250℃,加热要均有,防止磨辊套局部受热爆裂5,吊装工具包括吊环中速磨磨辊堆焊工艺操作规范 百度文库332 用TB4101焊接过度层。TB4101是奥氏体堆焊 焊条,在强冲击力条件磨损时,有较好的效果, 该焊条即能和低合金连接,又能和堆焊高铬合金 材料连接通过过渡层的焊接,使高低不平的辊面 形成较平缓的外圆面,以便于缓冲层和耐磨层的 焊接。 精选ppt辊压机辊面堆焊修复 百度文库辊压机堆焊是一款应用于挤压辊耐磨花纹堆焊焊丝的机器设备。与普通 高铬铸铁 型堆焊焊丝相比,选用碳化铌作为硬质相的优势:首先,高铬 合金铸铁 堆焊材料由于铬和碳含量高,组织中的高硬度Cr7C3初生碳化物显微硬度高,依靠高硬度的碳化物来抵抗磨损,但碳化铬对堆焊基体的割裂 辊压机堆焊 百度百科
.jpg)
连铸辊堆焊专题PPT课件 百度文库
LZ414N自保护堆焊效果图 第18页/共23页 LM414N埋弧堆焊效果图 第19页/共23页 自保护堆焊主要问题及解决方法 气孔: 1)严格控制焊接电压:≤27V 2)焊丝受潮或焊丝、工件表面油污等杂质。 3.由于该焊丝采用明弧焊,而且其马氏体转变温度范围又,较低55、法奥迪VC60材料堆焊两侧面。 56、外形辊面检查,堆焊后外形符合图纸尺寸。 57、整个堆焊过程中保护好非修复部位,并检测轴温,若轴温大于70℃立即采用风冷或者水冷方式冷却轴。 三、施工周期 根据辊压机大小的不同,整个堆焊修复过程需要10~15辊压机现场堆焊 百度文库2013年3月18日 耐磨衬板的堆焊修复过程中的注意事项!磨辊 、磨盘修复包括局部修复和全面修复,局部修复需根据损伤深度确定修复层,一般采用耐磨焊条进行堆焊。修复耐磨层前对表面杂物和辊面疲劳层进行清理,补焊材料与原辊体有良好 耐磨衬板的堆焊修复过程中的注意事项! 百度知道2010年7月10日 的 连 铸 辊 堆 焊 焊 材, 基 本 材 质 为 1Cr16Ni4Cu4Nb ,具有高的强度和抗腐蚀性能 由于堆焊时辊体的热分布不均匀, 不可避免 地将产生堆焊缺陷和焊接残余应力, 优化堆焊工 艺参数和焊后热处理工艺, 可以避免堆焊层组织 恶化、降低残余应力和硬度不均匀性长寿命连铸辊的堆焊材料和工艺开发 NEU
.jpg)
一种磨煤机辊套的在线堆焊修复方法 百度学术
2018年11月12日 摘要: 本发明属于堆焊方法技术领域,特别涉及一种磨煤机辊套的在线堆焊修复方法,与现有技术相比,本发明采用预热空气和散热空气对磨煤机辊套提供持续,长时间的加热效果,有效解决了现有在线堆焊修复存在的各种问题,焊道与磨煤机辊套的待修复外表面连接紧密,不易脱落,且焊道无裂纹,耐磨性 2、辊压机辊面堆焊修复21辊压机堆焊材料:公司使用的是北京固本药芯焊丝,在材料品种上我们选择ZD系列CO2气体保护焊药芯焊丝(Ф16),使用ZD1打底、ZD3作为硬面层、耐磨花纹层使用ZD310 。采用手工堆焊方法,选择适用于现场修复辊面的大面积磨损 辊压机辊面堆焊 百度文库2024年10月20日 您在查找湖北堆焊吗?抖音综合帮你找到更多相关视频、图文、直播内容,支持在线观看。更有海量高清视频、相关直播、用户,满足您的在线观看需求。湖北堆焊 抖音2017年11月16日 由于塑料粉碎机辊皮堆焊工艺不合理,辊皮堆焊后的硬度满足不了生产要求,使用 23周后就需车削,辊皮使用寿命周期短,堆焊后合格的辊皮必须要有良好的耐磨性和较强的韧性,以保证破碎辊服役过程中不断裂和有较长的使用寿命,同时车削装置上就地进行车削,破碎辊的使用寿命较短,车削 如何提高塑料粉碎机的生产效率 知乎
.jpg)
立磨磨辊硬面堆焊技术详解 百度文库
立磨磨辊硬面堆焊技术详解辊 式立磨在粉磨系统中由于其能节省大量的能源因而逐渐被广泛应用,对于磨机辊轮及磨盘的磨损问题便日益明显起来。部件的不规则磨损,加上因磨耗而使得辊轮与磨盘之间的间隙加大,设备运转效率下降,能耗不断提高 2023年8月30日 耐高温耐磨钨铬硼堆焊焊丝,为碳化钨合金药芯耐高温耐磨堆焊焊丝,适宜于堆焊冲击条件下的磨料磨损部件,如(高锰钢鄂板)、破碎机锤头、板锤、挖掘机斗齿等。堆焊层具有良好的抗冲击性、耐磨性和良好的冲击性、耐磨性和良好的冲击硬化效果。D600耐磨堆焊药芯焊丝 机电之家网用于各类耐磨耐冲击的表面堆焊 高硬度耐磨焊丝 高硬度耐磨焊丝 用于各类耐磨耐冲击的表面堆焊 高铬铸铁耐磨焊丝 高铬铸铁耐磨焊丝 高温耐磨焊丝 用于推焦机磨靴的 焊接 连铸机结晶器足辊表面的堆焊 复合板专用明弧药芯焊丝 复合板专用明弧药芯焊丝(单层焊堆焊焊丝 百度文库2019年5月16日 "湖北武汉414N耐磨堆焊焊丝、焊接方法" 机电之家 家家工服 机电推广 机电产品推广 工业设计 产品设计 智能产品设计 机械设计 模具设计制造 3D打印 设备维修技术培训 零部件外包生产采购 3D打印建模 机器人售卖 湖北武汉414N耐磨堆焊焊丝、焊接方法 机电之家网

中速磨磨辊堆焊标准工艺标准流程百度文库
尺寸局限性时继续堆焊。测量时注意多点测量,检查出高点、低点,然后有针对性旳堆焊,直到磨辊 套多点测量尺寸基本一致。 6,将磨辊套安装在变位机上旳专用工具上。在堆焊前压紧,力度适中。堆焊6h后要重新对严禁螺丝复紧,避免受热膨胀磨辊 2011年2月6日 设计机械系统能够实现挤压辊堆焊的自动化,可进行不同焊接方法和堆 焊类型的堆焊。 工作原理 辊压机工作原理如图卜1所示例,主要依靠两个水平安装且同步相向旋转的挤压辊 进行高压料层粉碎(又称粒子间粉碎)。 被封闭的物料层在被迫 辊压机挤压辊堆焊专机设计 豆丁网辊压机辊面在线堆焊的操作实践辊压机在水泥粉磨系统中已得到广泛应用,其工况好坏直接影响到磨机工况。 辊压机最大的缺点是辊面磨损严重,因离线修复工期太长,费用又高,而且拆装也不方便,公司结合实际情况,采用在线修复,就现在运行来看,效果比较好,也大大降低了成本。辊压机辊面在线堆焊的操作实践 百度文库